
Selection of the best heat treatment system for high strength bolt steel ML35CrMoV
With the development of industries such as automobiles, motorcycles and compressors, the demand for 12.9 high-strength bolts is increasing. In order to solve the problem of localization, our company reached an agreement with Wuhan* Standard Parts Co., Ltd., and decided to jointly develop the 12.9 high-strength bolt steel for the automobile and determine the experimental steel grade as ML35CrMoV.
2, the user's requirements for the performance of the steel grade and composition design
2.1 Requirements for mechanical properties of steel
After the quenching and heat treatment of the steel sample blank, it should reach: tensile ≥ 1200
Yield 0.2 ≥ 10 0 0 MP a Elongation ≥ 10 %
Face shrinkage > 45% Annealing hardness HB ≯2202.2 Chemical composition design
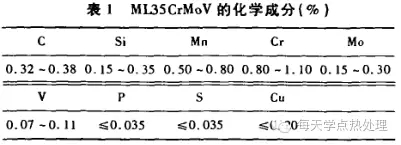
According to the user's performance requirements, considering the high requirements for the cold heading performance of steel, the steel is required to have better strength, plasticity and toughness. The first batch of experimental steel is designed in GB/T6478 cold heading steel M L35C rM o Add V based on the basis. The chemical composition design of M L35CrM oV is shown in Table 1.
3 trial production process, actual smelting and inspection results
3.1 Routing

Electric furnace smelting: 5.5 tons of square ingots, one mold, one cold, one annealing, one grinding, one rolling, one cold, one pickling, one grinding wheel, one or three rolling mills, high-speed rolling, finishing, sampling, inspection, delivery .
3.3 Test results

4 Determine the best heat treatment system
After the first batch of electric furnace steel smelting and rolling, in order to make the trial steel grade meet the performance indexes required by the technical agreement, a variety of heat treatment systems were designed by experimental exploration method, and the best process was determined. Provide a theoretical basis.
4 . 1 Quenching temperature selection and test results
The suitable quenching temperature range should be such that the austenite grains are fine and dissolve enough carbon, the alloying elements are fully and uniformly dissolved, and a fine martensite structure is obtained after quenching. The critical point A of the steel is 810 °C, and elements such as molybdenum and vanadium are added to the steel, which reduces the superheat sensitivity of the steel and allows the quenching temperature to be appropriately increased. Therefore, we have designed 5 kinds of quenching temperatures.
(1) The quenching hardness at each temperature is shown in Table 3 (sample: ~ 14 mm oil quench / 30 m in ).
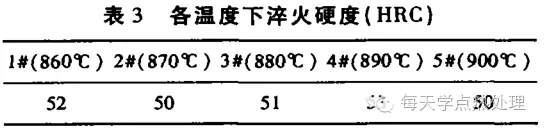
(2) Metallographic structure: all martensite + a small amount of retained austenite. The steel has uniform hardness after quenching, no soft point, hardenability is not sensitive to temperature, and the quenching temperature range is wide. After the composition is adjusted, the hardenability may be lowered. However, since the bolt diameter after processing is also about 14 m or less, the hardenability is not a problem. Considering the actual production situation, the quenching temperature is selected to be (870 -I-10) °C.
4.2 Selection of tempering temperature and test results The tempering of hardened steel is essentially the process of quenching martensite decomposition and carbide precipitation and aggregation. After quenching, the quenched martensite has high hardness and large quenching stress. By tempering, the hardness can be appropriately reduced while eliminating most of the quenching stress, thereby improving the plasticity and toughness of the steel and making it dimensionally stable. Greatly improved. Since the tempering process is completely controlled by the diffusion of carbon and alloying elements and the self-diffusion of iron, the tempering temperature and the holding time at this temperature play a decisive influence on the microstructure and properties of the quenched steel after tempering. Therefore, nine kinds of tempering temperatures were designed to find a reasonable combination of strength, plasticity and toughness.
(1) After quenching at (870 -I-10) °C, all 9 samples were tempered according to the following nine tempering systems.
1 :250 °C /120 m in :2 :300 oC /120 m in :3 :3 50 oC /120m in :4 :4 00 °C /120 m in :5 :450 oC /60r a in :6 :500 oC /60 m in :7 :550 oC /60 m in :8 :600 oC /60 m in :9 :6 5 0 oC /6 0 m in(2) The mechanical properties of each sample after tempering are shown in Table 4.
(3) Metallographic organization: Select several representative samples to see the tissue. According to the metallographic photograph (500 X), it can be seen from the analysis that the microstructure of the 6 samples after quenching and tempering is tempered sorbite. The martensite is completely decomposed and the carbides are finely precipitated.
(4) Impact fracture: Select several specimens to observe the fracture condition (electron micrograph). It can be seen from the analysis that the impact fracture of the 6 specimen is a ductile fracture, and the mechanical properties are good while meeting the strength requirements.
Therefore, the tempering process can be selected as: (500 -I-10 ) oc tempering, air cooling / 60 m in.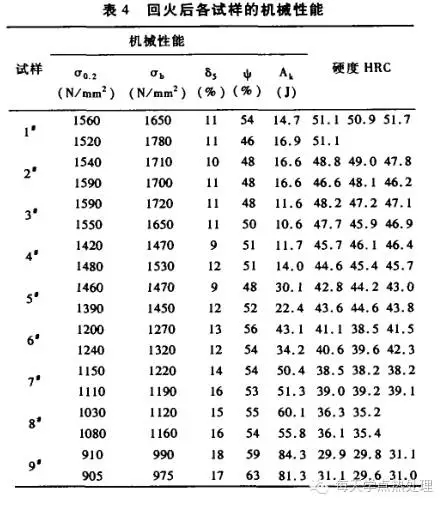
5 Conclusion
(1) The chemical composition of the test steel grade design is reasonable. GB/T6478 cold heading steel M L35C rM o adds V to not only meet the strength requirements of class 12.9 high-strength bolts through reasonable heat treatment, but also improve the toughness. Improves the performance of the cold heading process and fully meets the requirements of 12.9 high strength bolt steel for automotive and mechanical fasteners.
(2) Test steel grain > 10 grade, decarburization < 0.7%, annealing hardness HB < 198, determine the best heat treatment system: (870 -I-10) °C quenching, oil / 30r a in; (500 -I- 10 ) °C tempering, air cooling / 60r a in. And the tempered sorbite structure is obtained under this heat treatment system, and the mechanical properties and hardness indexes exceed the design requirements.
(3) From the test results, since chromium is a strengthening element, the strength of the steel is increased to meet the requirements of high strength, but the toughness is affected. Although the requirements are met, there is not much surplus. It can be seen from the impact data in the test. If the composition is fine-tuned to increase the manganese content, the overall performance will be further improved.
The apron sink front protrudes slightly from the supporting cabinets, eliminating countertops that cause users to lean forward and over-stress. At the same time, this practical design helps prevent cabinet damage. The apron sink is easy to install following this video. Made of high quality stainless steel, this handmade sink is not only anti-corrosion and anti-scratch,but also strong and durable.Its Modern and stylish appearance fits into any style of kitchen.
Apron Sink,Copper Farmhouse Sink,Undermount Farmhouse Sink,Granite Sink
JIANGMEN MEIAO KITCHEN AND BATH CO.,LTD , https://www.meiaogroup.com