
Large angle bevel laser cutting process
Laser cutting is usually carried out on a horizontal surface or on a sheet with a slight angle of inclination, but cutting on large angles has not been reported in China. Figure 1 is a schematic view of a steam turbine oblique band-shaped hole cavity. The material has a thickness of 6 mm and there are about 60 holes on the entire round table. The round table is larger than Æ 3000 mm. It is required that the pitch error of each hole after processing is not more than ± 0.05mm, the total cumulative error of pitch is not more than 0.5mm; the inclination angle is a=31°, b=0.5°, q=41.37°, and the error requirements of these three angles are not less than ± 0.005°, requires a smooth cavity surface. In the past, wire cutting was used together for processing, which has low production efficiency and large workload, and cannot guarantee the production cycle. Therefore, laser cutting is used to replace the conventional wire cutting processing method to meet the needs of batch production.
(1) In order to realize the bevel cutting with a total inclination of 31.5°, the high-precision cutting tool of Figure 2 shall be made. The dimensional tolerance of the tooling pitch positioning hole is controlled within ±0.01mm, and the shroud is processed by segmented machining. The full circle of the oblique band exceeds Æ 3000mm. Unable to process the puzzle.
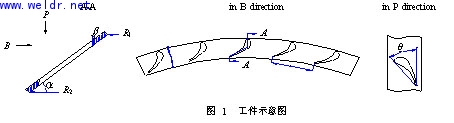
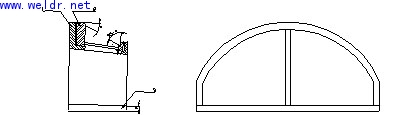
Figure 2 Schematic diagram
(2) Adjust the laser processing parameter coupling. When the laser power P = 1260W, the cutting speed v = 1.4m/min, the ordinary oxygen (purity 99.8%) as the auxiliary gas, and the gas pressure is 0.08MPa, the large-angle oblique laser can be realized. Cutting, slit width is about 0.18mm.
(3) The change of the distance between the laser head nozzle and the workpiece has an important influence on the quality of the slit. If the nozzle is too far away from the workpiece, the slit will be widened and the roughness will be increased. The nozzle is too close to the workpiece. The distance is controlled between 0.5 and 0.8 mm from the workpiece, and the surface quality of the cavity after cutting is good. The amount of coke (ie, the position of the laser focus inside the workpiece) is about 1 mm, which ensures that the incision is flat, and no chamfering occurs at the entrance of the slit, and good surface quality is obtained.
(4) Because it is a three-dimensional closed-surface machining, in the production process, both the accuracy of the modeling and the linear interpolation step length should be considered. The experiment shows that the linear interpolation step is 0.02mm. it is good.
The mass production of more than 10,000 holes has shown that it is feasible to use laser to cut on large angle slopes, as long as the laser parameters are well coupled, and the distance between the nozzle and the workpiece, the amount of injecting, and the linear interpolation step of the program are controlled. Long, it can realize the precision processing of 31.5° bevel and 6mm plate thickness, and the roughness after the hole machining reaches Ra 3.2mm. The processing time of the single hole from the original wire cutting is 90min, which is reduced to 34s for laser processing, and the processing efficiency is increased by more than 100 times.
Cambuckle Strap,Polyester Cambuckle Strap,Custom Cambuckle Strap,Portable Cambuckle Strap
SHAOXING GULI BELTING CO., LTD , https://www.gulilifting.com