
Aluminum alloy precision extrusion technology (2)
For solid profiles and hollow profiles with suspended walls, the elastic deformation of the mold should also be considered. In order to ensure a certain rigidity of the mold, it is possible to consider appropriately increasing the thickness of the mold or a special pad with similar shape.
In order to control the change of the opening size of the profile, a flow channel can be opened on the mold to control the flow of the metal, as shown in FIG.
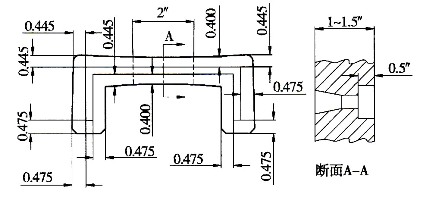
Figure 4 Opening the guide groove on the mold
2.2 Requirements for extrusion process
The extrusion method has an effect on the accuracy of the product. Forward extrusion is generally prone to a phenomenon in which the front end (starting the extruded portion) has a larger wall thickness than the rear end, and the front and rear end wall thickness of the reverse extruded product changes little, as shown in FIG. Therefore, it is easier to control the accuracy of the product size by using reverse phase extrusion.
Extrusion products will shrink and deform when cooled in the hot state. The deformation amount S% is:
Position along the extrusion direction / m
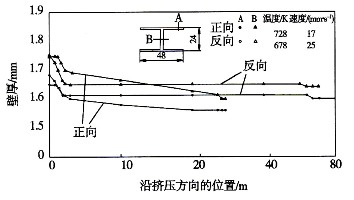
Figure 5 Dimensional changes of A7075 alloy extruded profiles
In the formula:
S% - shrinkage rate;
Lt - the section size of the hot state;
L0——the size of the section after cooling;
A——thermal expansion coefficient;
Te - extrusion temperature;
Ts - ambient temperature.
It can be known from equation (l) that the change in temperature causes a change in the size of the product. The greater the temperature change, the greater the amount of deformation. Therefore, to ensure the accuracy of the product size, the extruder should have a Tips control system (isothermal extrusion system). . That is, isothermal extrusion is used. If the extruder does not have such a device, the aluminum rod can be heated by gradient to achieve similar isothermal extrusion. In general, the temperature at the front and rear ends of the product is uniform or the difference is small.
In addition, it can be seen from the formula (1) that the higher the extrusion temperature, the greater the deformation, so that a lower extrusion temperature is used as much as possible while ensuring the mechanical properties of the product.
The change of extrusion speed will also change the size of the product, especially if the product with opening is easy to cause the change of the opening size, the constant velocity extrusion should be adopted, and the modern extruder generally has a Fi control system (constant speed extrusion control). system).
The cooling of the product from the extrusion die is critical, and a uniform, constant cooling rate must be maintained to maintain consistent product shrinkage.
2.3 Requirements for equipment
The quality of the extruder affects the precision of the extruded product. Generally, the tension column of the extruder is required to be a prestressed overall structure. The rigidity and centering of the equipment are better. The maximum allowable deviation between the extrusion shaft, the extrusion cylinder, the mold and the feeding robot is less than 1.5 mm, and is usually controlled at 1.2 mm. Within. For precision extrusion, the center deviation of the mold, extrusion tube and extrusion rod should be less than 0.2mm. The extruder for precision extrusion should have isothermal extrusion control system and constant velocity extrusion control system, at least should wait for Speed ​​extrusion control.
In addition, the mold should have a cooling device to ensure the rigidity, wear resistance and dimensional stability of the mold at a certain temperature.
2.4 Requirements for cast rod material
The composition and structure of the cast rod are not uniform, and defects such as inclusions, segregation, and coarse grains may affect the flow and deformation of the metal, and the size of the product may be mutated. For precision extrusion, the material requirements of the cast rod are more stringent and must be homogenized, and the crystal grains should be controlled within one stage.
3 Conclusion
Precision extrusion is a comprehensive technology. The material, design and manufacture of the mold are required to be very strict; the extruder must be advanced equipment; different extrusion methods and processes are selected according to different product sections; the aluminum rods need to be homogenized, and the structure and performance must be uniform. Only in this way can the requirements of precision extrusion be met.
Previous page
Wooden table lamp, classic, modelling is simple, suit Chinese style to decorate. The whole is mainly made of wood materials, suitable for indoor places such as bedrooms, living rooms, dining rooms and studies. Wooden table lamp can be said to be a kind of table lamp that can be full of originality, wood grain color and luster is natural, feeling back to nature.And the beauty of the wood with the warmth of the light, a strong retro flavor, can bring a kind of unique flavor to the bedroom. We insist on independent design and independent research and development.
Wooden Table Lights,Wood Magnetic Table Lamps,Wooden Tripod Table Lamps,Wooden Lamp Tables
INSHINE LIGHTING CO.,LTD , https://www.inshinelight.com